
THANK YOU FOR SUBSCRIBING
A featured contribution from Leadership Perspectives: a curated forum reserved for leaders nominated by our subscribers and vetted by our Manufacturing Technology Insights Advisory Board.


Note: we will refer to PAEK throughout this article. PAEK, or PolyArylEtherKetone, is the polymer family that includes PEEK, PEK, PEKK, and the new LMPAEK™ polymer by Victrex that includes VICTREX AM™ 200 filaments and VICTREX AE™ 250 composites.
Material extrusion printers, such as filament fusion, already support multi-material printing in the same part. Nearly all commercial PAEK capable printers can print at least two materials, usually a model material and a support material, but these may also be used to print multiple model materials. Bond 3D’s advanced melt extrusion printer for PEEK is already a dual material system. In filament fusion, Intamsys’ high temperature printers and 3DGence’s F420 printers are all dual extruder printers. True multi-material printers are also entering the market, where a support material may be combined with two or more model materials. For example, 3NTR’s Spectral 30 has 4 nozzles. Multi-material printers have already arrived in lower temperature polymers, as discussed in this 3DInsider article, and may be accomplished through other methods such as multiple feeds to a single nozzle, as illustrated this Wikipedia article.
Multi-material printing with PAEKs will enable numerous design options for combined functionality and enhanced performance, including high temperature brackets and clips with flexible hinges, increased burst pressure in fluid engineering applications, structural reinforcement in harsh chemical environments, improved welding applications, and more stable and easier printing of high performance PAEK parts.
REINFORCED AND UNREINFORCED PAEK
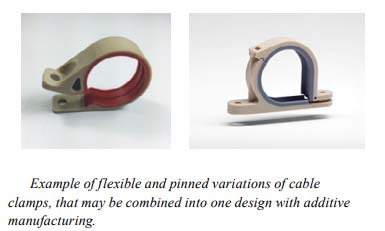
An obvious use for multi-material printing would be combining a flexible material with a reinforced material, either for structural or improved use temperature applications. PAEK is already widely used in aerospace cable clamps such as those shown below. Some of these clamps exploit the flexibility and ductility of unfilled VICTREX 450G by being injection moulded in an open position which can enable 1-handed positioning and fastening in the fuselage at faster assembly rate than is achievable with conventional hinged clamps. On the other hand, some clamps are made with glass or carbon filled compounds, to increase the use temperature or the mechanical properties, which are not flexible enough and then must be assembled with hinges (Figure 2). Hybrid multi-material printing could combine functionality into one part (Figure 1).
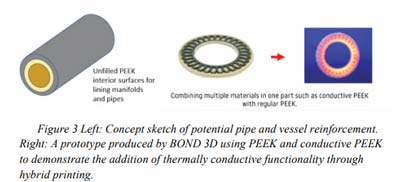
 There are many other applications for hybrid multi-material printing. For example, the burst pressure of pipes and vessels are influenced by the strength of the material. In two pipes with the same wall thickness, the pipe made from the stronger material will have the highest burst pressure. However, reinforcement such as glass and carbon sometimes reduce the chemical resistance compared with an unfilled polymer. Hybrid multi-material printing may be used to put unfilled, more chemically resistant polymer in contact with the fluids and chemicals, while reinforced PAEKs provide the strength or temperature resistance built around the fluid channels. Extending the idea, thermally conductive compounds could be combined with a thin layer of unfilled PAEK in heat exchangers. Future applications may include other forms of hybrid functionality, such as adding static dissipation functionality to fluid engineering components, or embedded sensors that use conductive polymer compounds printed into a fluid engineering component.
There are many other applications for hybrid multi-material printing. For example, the burst pressure of pipes and vessels are influenced by the strength of the material. In two pipes with the same wall thickness, the pipe made from the stronger material will have the highest burst pressure. However, reinforcement such as glass and carbon sometimes reduce the chemical resistance compared with an unfilled polymer. Hybrid multi-material printing may be used to put unfilled, more chemically resistant polymer in contact with the fluids and chemicals, while reinforced PAEKs provide the strength or temperature resistance built around the fluid channels. Extending the idea, thermally conductive compounds could be combined with a thin layer of unfilled PAEK in heat exchangers. Future applications may include other forms of hybrid functionality, such as adding static dissipation functionality to fluid engineering components, or embedded sensors that use conductive polymer compounds printed into a fluid engineering component.
Flipping the application around, an application operating in a harsh high-pressure environment could be encapsulated by a thin layer of unfilled PAEK polymer, while reinforced composites in the interior of the part resist compression or collapse.
 Another often discussed benefit is the printing of structures onto or around composite laminates or materials. A recently launched platform that attempts this is Deskop Metal’s Fiber™ printer using PAEK. Larger scale systems such as ElectroImpact’s additive manufacturing machine will be able to print on curved and vertical surfaces. Such systems could be used to add complex reinforcement to structural composites, fabricate optimized internal honeycomb-like core structures with topology optimization by computer aided analysis, add mounting points and strong points to structures, label parts with integrated 3D text, etc.
Another often discussed benefit is the printing of structures onto or around composite laminates or materials. A recently launched platform that attempts this is Deskop Metal’s Fiber™ printer using PAEK. Larger scale systems such as ElectroImpact’s additive manufacturing machine will be able to print on curved and vertical surfaces. Such systems could be used to add complex reinforcement to structural composites, fabricate optimized internal honeycomb-like core structures with topology optimization by computer aided analysis, add mounting points and strong points to structures, label parts with integrated 3D text, etc.
IMPROVING WELDING & JOINING
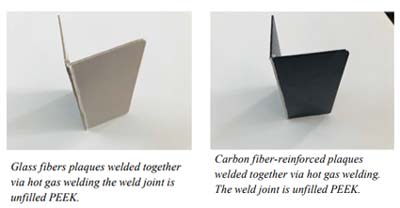
Building on the same combination of reinforced and unreinforced PAEK, another scenario where compound formulation matters is thermal and ultrasonic welding. We can imagine situations where we would want to join two strong, fiber reinforced parts together. Multi-material printing could be used to add sacrificial welding geometries and energy directors made from PAEK formulations optimized for welding to parts whose formulation is otherwise optimized for some functional purpose such as strength, stiffness, or even conductivity. Another example may be to directly weld two parts together with hot gas welding or simply hot melt extrusion, that may be integrated into large scale hybrid printers.
 Welding thermoplastic composites can be challenging for several reasons. As Branson reports in their technical guide, filler content over 35% can often be problematic, which most continuously reinforced composites would be. Energy directors of lower filler content could be added to the part through a hybrid printing process. In other contrary cases, Branson reports that fillers can help with weldability. In to a more optimal formulation for the welding process, separately from the rest of the parts to be assembled.
Welding thermoplastic composites can be challenging for several reasons. As Branson reports in their technical guide, filler content over 35% can often be problematic, which most continuously reinforced composites would be. Energy directors of lower filler content could be added to the part through a hybrid printing process. In other contrary cases, Branson reports that fillers can help with weldability. In to a more optimal formulation for the welding process, separately from the rest of the parts to be assembled.
Welding of semi-crystalline thermoplastics can also be difficult due to the high energy required to break down the semicrystalline structure to flow the material. Process conditions may be used in melt extrusion additive manufacturing to locally print amorphous energy directors for welding that may flow much more easily as there would be far less crystalline structure to break down with time and temperature during the welding process. It is easy to conceptualize being able to manufacture parts with amorphous PAEK energy directors and possibly mating surfaces with semi-crystalline or reinforced polymers. During welding, it is possible that the molten energy directors would then crystallize upon cooling.
“We also have a lot to learn about the process conditions to achieve optimal and repeatable performance when two or more materials are printed by melt extrusion into one part”
 COMBINING DIFFERENT POLYMERS
COMBINING DIFFERENT POLYMERS
Multi-material printing may be used to combine different PAEK polymers together, as we may also do in overmolding . For example, VICTREX AM™ 200 based on LMPAEK™ polymer provides easier printing with less warp and higher z-strength common when printing PEEK such as VICTREX AM™ 450. (see this white paper) However, LMPAEK™ polymer shows promise in most applications as it crystallizes more slowly – by design – and therefore will have slightly different crystallinity compared with fast crystallizing PEEK, which may have relevance in certain extreme use cases. Therefore, some designers may wish to combine VICTREX AM™ 200 with VICTREX AM™ 450 in multi-material printing, making the core support structure from VICTREX AM™ 200 filament that is an LMPAEK™ polymer base for stronger, more stable printing, while putting PEEK VICTREX AM™ 450 in the places that matter, such as portions of the part in contact with harsh chemicals. These techniques may be most useful in chemical or biotech/pharma applications, oil & gas production, food and beverage manufacturing, and some aerospace applications.
Finally, PAEK may also be combined with non-PAEK polymers, the additive manufacturing version of over-molding . For example, PEEK is miscible with polyetherimide (tradenamed Ultem® by SABIC) which also processes under similar conditions in printing, meaning they are more likely to achieve have molecular entanglement in melt when overprinted. Both VICTREX AM™ 200 and PEI filament may be printed with nozzle temperatures between 360 and 400°C. Both may be printed with chamber temperatures around 140-160°C, although VICTREX AM™ 200 based on LMPAEK™ polymer has a wider processing window capable of being printed in chambers below 140°C and over 200°C. There are differences in the two polymer families, and one can imagine reasons for combining them, such as adding friction and wear surfaces by adding PAEK to PEI parts, reducing the overall cost of the entire part by using lower cost PEI for non-critical sections of the part, reinforcing PEI parts with stiffer and stronger PAEK lattice structures which may have durability and fatigue benefits if well fused, adding high chemical resistance sections to PEI part, or achieving some new level of flame and smoke generation performance in transportation. Another use might be reinforcing PAEK parts with PEI for applications with use temperatures between 140°C, a softening point for unfilled PAEK, and 200°C, a softening point for PEI, or the other way around, reinforcing PEI which softens at 200°C with PAEK which doesn’t melt until over 300°C, to give a little resilience to overheat situations. Maybe it’s just what you have on hand to solve a problem: if you have carbon filled PEI and VICTREX AM™ 200 on hand, you may try to combine them, or vice versa.
 CHALLENGES AHEAD
CHALLENGES AHEAD
There are still obstacles to these applications. For one, there are few machines that can print multiple materials in addition to support materials, as mentioned above, which would require at least three nozzles or an interchange system. We believe that will change.
Secondly, not all slicer software can support more than two materials, and the process of converting the designed part into a manufacturable part can be difficult from CAE, through the slicer, to the machine g-code. Some machine makers, such as Bond 3D, are addressing this by designing their own software. More complex combinations, such as creating automatic lattice structure reinforcements within a part, as is done by Markforged, are not readily available on the open market for general use, so easily generating g-code to make such hybrid structures are not yet available to everyone.
We also have a lot to learn about the process conditions to achieve optimal and repeatable performance when two or more materials are 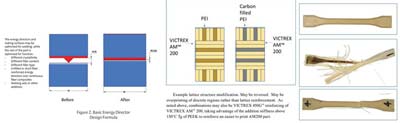 printed by melt extrusion into one part. For example, differential shrinkage between two different polymers can lead to high internal stresses or complex shrink and warp. This may be overcome by tuning formations, including adding fillers, or by tuning process conditions such as printing in hot chambers where PAEK will crystallize more slowly.
printed by melt extrusion into one part. For example, differential shrinkage between two different polymers can lead to high internal stresses or complex shrink and warp. This may be overcome by tuning formations, including adding fillers, or by tuning process conditions such as printing in hot chambers where PAEK will crystallize more slowly.
Above we see tensile bars with VICTREX 450G™ printed over VICTREX AM™ 200. Top: as printed before chemical exposure and testing. Middle: poorly printed version of the same, after testing. Bottom: a well printed sample of the same, after testing.
We at Victrex are always looking to innovate, support our customers, and grow the Additive Manufacturing industry. We feel we are only at the very beginning of the evolution of digital manufacturing to incorporate precise, variable process control and selective use of combined materials in hybrid designs with additive manufacturing. Feel free to reach out to us if you have ideas, would like to collaborate, or learn more about our AM Solutions Network.

Manufacturing Technology Insights Weekly Brief
Be first to read the latest tech news, Industry Leader's Insights, and CIO interviews of medium and large enterprises exclusively from Manufacturing Technology Insights
